
Kako smo povezali radne naloge, mašine, operatere, zastoje i kvalitet u jedinstven proizvodni sistem
Sažetak projekta
Klijent je proizvodna kompanija sa više linija, više smena i kombinacijom ručne i mašinske evidencije. Glavni problem nije bio nedostatak podataka, već to što podaci nisu bili dostupni na vreme, nisu bili centralizovani i nisu omogućavali brzo donošenje odluka. Zastoji su evidentirani sa zakašnjenjem, škart se analizirao naknadno, a menadžment nije imao pouzdan uvid u stvarno stanje proizvodnje tokom smene.
Zadatak je bio da se razvije MES sistem koji će omogućiti praćenje proizvodnje u realnom vremenu, povezivanje radnih naloga sa operacijama na liniji, evidenciju zastoja i kvaliteta, kao i izveštavanje po mašini, smeni, operateru i proizvodu. Rešenje je projektovano po principima integracije poslovnih i proizvodnih sistema koji su definisani standardom ISA-95, dok je za povezivanje sa industrijskim okruženjem predviđen interoperabilni sloj zasnovan na OPC UA pristupu.
Profil klijenta
U ovom scenariju radi se o srednje velikoj fabrici sa sledećim okruženjem:
- 4 proizvodne linije
- 3 smene
- 50+ operatera
- interno planiranje proizvodnje i ERP
- kontrola kvaliteta na više tačaka
- evidencija zaliha sirovina i poluproizvoda
- više tipova mašina sa različitim nivoom digitalne povezanosti
Pre razvoja sistema, deo podataka se unosio ručno, deo se vodio lokalno po sektorima, a deo se uopšte nije pratio na dovoljno precizan način.
Poslovni izazov
Klijent je imao više problema koji su direktno uticali na efikasnost proizvodnje:
- nije postojao centralni pregled aktivnih radnih naloga
- podaci o zastoju nisu bili evidentirani odmah
- nije se tačno znalo gde nastaju najveći gubici
- učinak po liniji i smeni nije bio vidljiv u realnom vremenu
- analiza škarta je bila spora i često neprecizna
- rukovodioci proizvodnje su dobijali izveštaje tek nakon završetka smene
- ERP je imao plan, ali ne i realnu sliku izvršenja na liniji
Ovakav model rada usporavao je reakcije, otežavao optimizaciju proizvodnje i povećavao oslanjanje na procene umesto na tačne operativne podatke.
Cilj projekta
Cilj projekta nije bio samo da se uvede evidencija, već da se razvije operativni MES sloj koji će:
- pratiti proizvodnju u realnom vremenu
- povezati radne naloge sa konkretnim linijama, mašinama i operaterima
- evidentirati zastoje i razloge zastoja u trenutku nastanka
- pratiti kvalitet i škart po seriji, operaciji ili proizvodu
- omogućiti KPI prikaz kroz OEE, dostupnost, performanse i kvalitet
- standardizovati tok informacija između proizvodnje i poslovnih sistema
- postaviti osnovu za dalje povezivanje sa mašinama i automatizacijom
Standard ISA-95 upravo definiše interfejs između poslovnih i proizvodnih sistema i zato je korišćen kao referentni okvir za arhitekturu projekta.
Predloženo rešenje
Projektovan je MES sistem kao centralna digitalna platforma za realizaciju proizvodnje, sa sledećim funkcionalnim celinama:
- upravljanje radnim nalozima
- operaterski terminali po linijama ili radnim mestima
- evidencija početka, pauze, zastoja i završetka operacije
- praćenje proizvedene količine, dobrih komada i škarta
- kontrola kvaliteta po definisanim kontrolnim tačkama
- dashboard za rukovodioce i menadžment
- istorija događaja i audit evidencija
- integracioni sloj prema ERP-u i drugim sistemima
- opcioni sloj za mašinsku integraciju preko OPC UA / industrijskog gateway-a
OPC UA je ovde značajan zato što pruža interoperabilnost između mašina, edge sistema i enterprise nivoa, uz ugrađene bezbednosne mehanizme i industrijski standardizovan pristup razmeni podataka.
Arhitektura rešenja
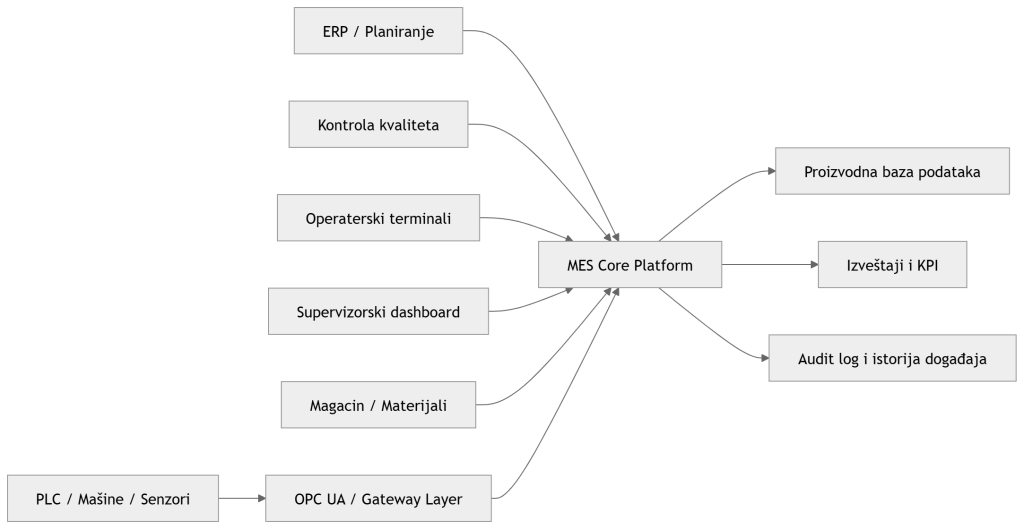
Ovakva arhitektura omogućava da MES bude centralna operativna tačka, dok se integracije sa ERP-om, kvalitetom i industrijskim uređajima rade kroz kontrolisane slojeve. ISA-95 upravo preporučuje jasno razdvajanje i povezivanje enterprise i manufacturing nivoa, što ovaj model prati.
Tok rada jednog proizvodnog naloga
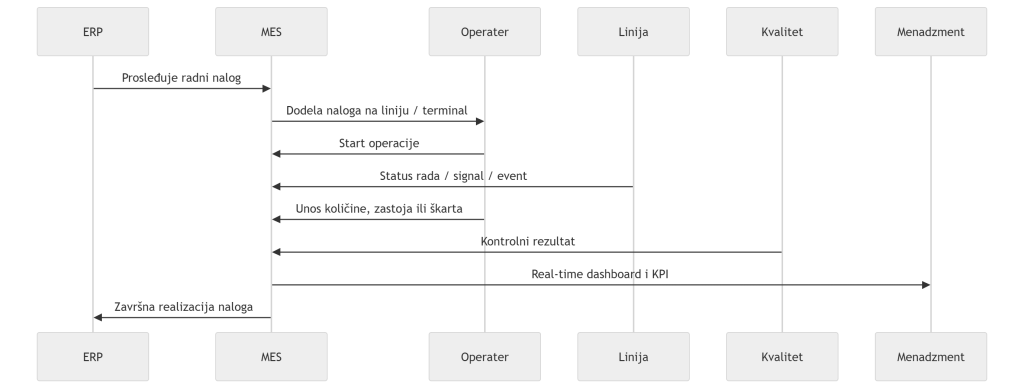
Ovim pristupom se uklanja kašnjenje između stvarnog događaja u proizvodnji i njegovog prikaza u sistemu.
Ključni moduli sistema
1. Upravljanje radnim nalozima
MES prima planirane ili ručno kreirane naloge, raspoređuje ih po linijama i prati njihov status od pokretanja do završetka.
2. Operaterski interfejs
Na terminalu ili tabletu operater bira nalog, pokreće operaciju, prijavljuje zastoj, škart ili završetak i unosi dodatne informacije kada je potrebno.
3. Praćenje zastoja
Sistem evidentira svaki prekid rada, vreme početka, trajanje i razlog zastoja. Time postaje moguće identifikovati dominantne uzroke gubitaka.
4. Kontrola kvaliteta
Rezultati kontrola se unose po seriji, nalogu, proizvodu ili fazi procesa. Sistem može da označi odstupanja i poveže ih sa konkretnom smenom, mašinom ili sirovinom.
5. KPI i OEE prikaz
Za proizvodne timove i menadžment sistem prikazuje ključne pokazatelje kao što su dostupnost, performanse i kvalitet, koji zajedno čine preferirani OEE model. Formula Availability × Performance × Quality = OEE je široko prihvaćen metod za merenje gubitaka i poboljšanje produktivnosti.
KPI model i analitika
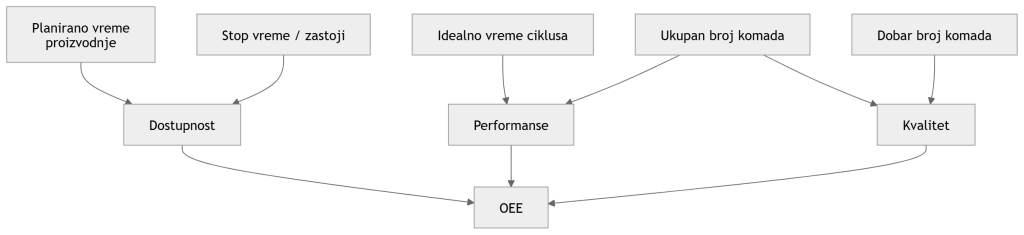
Ovakav prikaz omogućava menadžmentu da ne gleda samo ukupan rezultat, već da vidi da li je problem u raspoloživosti opreme, brzini rada ili kvalitetu proizvoda.
Tehnološki pristup
Za ovaj tip projekta primenjuje se višeslojni pristup, najčešće u sledećoj strukturi:
- web aplikacija za dashboarde, supervizore, administraciju i izveštavanje
- operaterski interfejsi na terminalima ili tablet uređajima
- backend servisni sloj za obradu logike proizvodnje
- API sloj za integraciju sa ERP-om i drugim poslovnim sistemima
- relaciona baza podataka za naloge, događaje, kvalitet i istoriju
- real-time komunikacija za prikaz aktivnih događaja
- OPC UA / gateway sloj kada postoji potreba za direktnim povezivanjem sa mašinama ili PLC okruženjem
Dakle, MES je najčešće web orijentisan sa korisničke strane, ali nije samo web aplikacija. To je širi proizvodni informacioni sistem koji obuhvata operativni, integracioni i ponekad industrijsko-komunikacioni sloj. OPC Foundation navodi da OPC UA obezbeđuje interoperabilnost od mašina do enterprise sistema, što je upravo razlog zašto se često koristi u savremenim MES scenarijima.
Bezbednost po savremenim principima
MES sistem upravlja osetljivim operativnim podacima, korisničkim pristupima i često komunicira i sa IT i sa OT okruženjem. Zato je bezbednost projektovana kao sastavni deo arhitekture.
NIST definiše zero trust kao pristup u kojem se fokus pomera sa statičnih mrežnih perimetara na korisnike, resurse i kontinuiranu proveru pristupa. Taj princip je primenjen i ovde: svaki pristup funkciji, nalogu ili resursu proverava se kroz identitet, ulogu i dozvole.
Bezbednosne mere u projektu
- HTTPS za sav web i API saobraćaj
- odvojene korisničke uloge: operater, supervizor, kontrola kvaliteta, planer, admin
- audit log za svaku kritičnu promenu
- session i token kontrola pristupa
- segmentacija pristupa između IT i proizvodnog sloja
- validacija svih unosa i zaštita od neautorizovanih izmena
- po potrebi lokalni edge pristup za rad i u slučaju prekida spoljne konekcije
- ograničen pristup industrijskim konektorima i gateway uređajima
Model pristupa
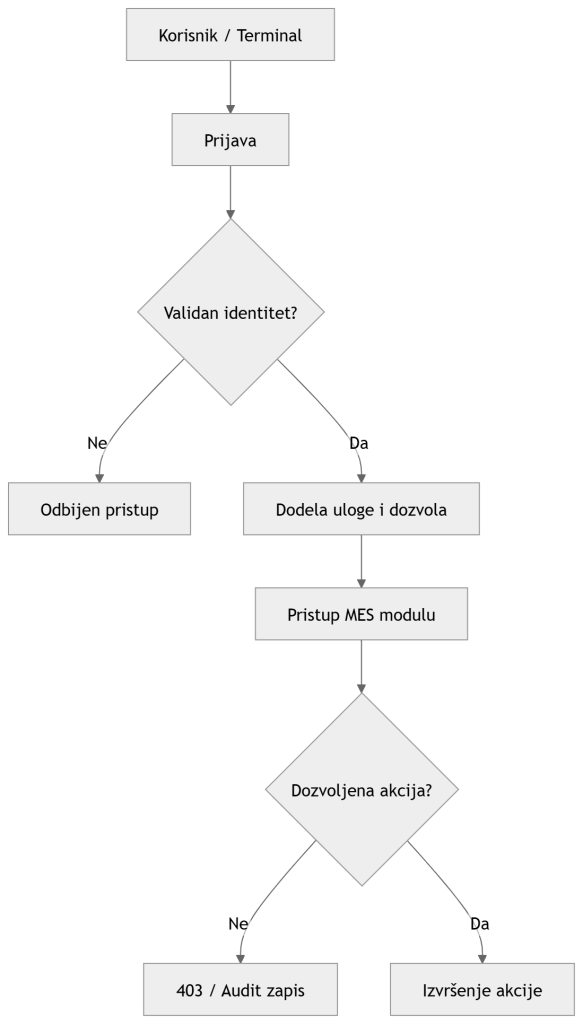
Ovakav model prati savremenu praksu kontrole pristupa po resursu i akciji, a ne samo po mrežnoj lokaciji.
Primer realne upotrebe
Zamislimo da proizvodna linija treba da realizuje radni nalog za 12.000 komada u jednoj smeni.
Pre MES sistema:
- nalog se štampa ili prenosi usmeno
- operater ručno vodi broj komada
- zastoj se beleži tek kasnije
- škart se procenjuje ili sumira na kraju
- menadžment vidi izveštaj tek kada smena završi
Posle MES sistema:
- nalog stiže digitalno iz planiranja
- operater ga pokreće na terminalu
- sistem beleži početak rada i tok realizacije
- zastoj se prijavljuje odmah sa razlogom
- količina, škart i kvalitet se unose u realnom vremenu
- rukovodilac odmah vidi pad performansi i reaguje u toku smene
- ERP dobija završnu realizaciju bez dodatnog prepisivanja
Očekivani poslovni efekti
Kod ovakvih MES implementacija klijenti najčešće ostvaruju sledeće koristi:
- značajno bolju preglednost rada linija i smena
- kraće vreme reakcije na zastoje
- precizniju analizu škarta i uzroka odstupanja
- manje oslanjanje na papirne ili naknadne evidencije
- kvalitetnije planiranje i usklađivanje sa ERP-om
- bolju osnovu za kontinuirano unapređenje proizvodnje
Korišćenje OEE i detaljnih loss podataka je standardni način da se otkriju uzroci gubitaka i povežu merenje i poboljšanje produktivnosti.
Primer rezultata nakon 3 meseca rada sistema
Tipični rezultati koje ovakav projekat može da donese su:
- bolja tačnost proizvodnih podataka
- smanjenje “nevidljivih” zastoja
- brža identifikacija kritičnih mašina ili smena
- pouzdaniji dnevni i smenski izveštaji
- jasniji uvid u razliku između plana i realizacije
- kvalitetnija baza za buduću automatizaciju i Industry 4.0 razvoj
Šta je klijent stvarno dobio
Klijent nije dobio samo ekran za unos podataka. Dobio je:
- centralni proizvodni informacioni sistem
- real-time pregled naloga, količina, zastoja i kvaliteta
- standardizovanu vezu između ERP-a i proizvodnje
- sistem KPI metrike zasnovan na OEE logici
- osnovu za dalju mašinsku integraciju i industrijsku interoperabilnost
- veću kontrolu nad proizvodnjom i brže operativne odluke
Zašto je ovaj case study važan
Veliki broj proizvodnih firmi već ima ERP, planiranje i lokalne evidencije, ali i dalje nema sloj koji tačno pokazuje šta se dešava na proizvodnoj liniji u realnom vremenu. MES upravo rešava taj jaz između plana i stvarnog izvršenja. ISA-95 je i dalje ključni referentni standard za taj interfejs, dok OPC UA ostaje jedan od najvažnijih standarda za interoperabilnost u industrijskom okruženju.
MES sistem je jedan od najvažnijih koraka u ozbiljnoj digitalizaciji proizvodnje. Kada je pravilno projektovan, on ne služi samo za evidenciju, već za operativno vođenje proizvodnje, smanjenje gubitaka, bolju kontrolu kvaliteta i donošenje odluka na osnovu pravovremenih podataka.
Kroz MES firma dobija:
- bolju kontrolu proizvodnje
- jasnu sliku rada linija i smena
- merljive KPI pokazatelje
- kvalitetniju vezu sa ERP-om
- osnovu za dalju automatizaciju i Industry 4.0 pristup